催化燃烧 一种实用简便的有机废气净化处理技术

随着工业化的快速发展,有机废气的排放问题日益凸显。这类废气成分复杂,不仅污染环境,还可能对人体健康造成危害。在众多废气处理技术中,催化燃烧技术以其高效、节能、操作简便等优势,成为有机废气净化的主流选择之一。催化燃烧设备正是这一技术的核心载体,为众多企业提供了可靠、经济的环保解决方案。
一、 催化燃烧技术原理
催化燃烧技术的核心在于利用催化剂,在相对较低的温度下(通常在200-400°C之间)将有机废气中的碳氢化合物(VOCs)完全氧化分解为无害的二氧化碳(CO₂)和水(H₂O)。这一过程避免了传统直接燃烧法所需的高温(通常600-800°C),从而显著降低了能耗。催化剂通常由贵金属(如铂、钯)或过渡金属氧化物负载在多孔载体(如蜂窝陶瓷)上构成,它们提供了巨大的比表面积和活性位点,极大地加快了氧化反应速率。
二、 催化燃烧设备的工作流程
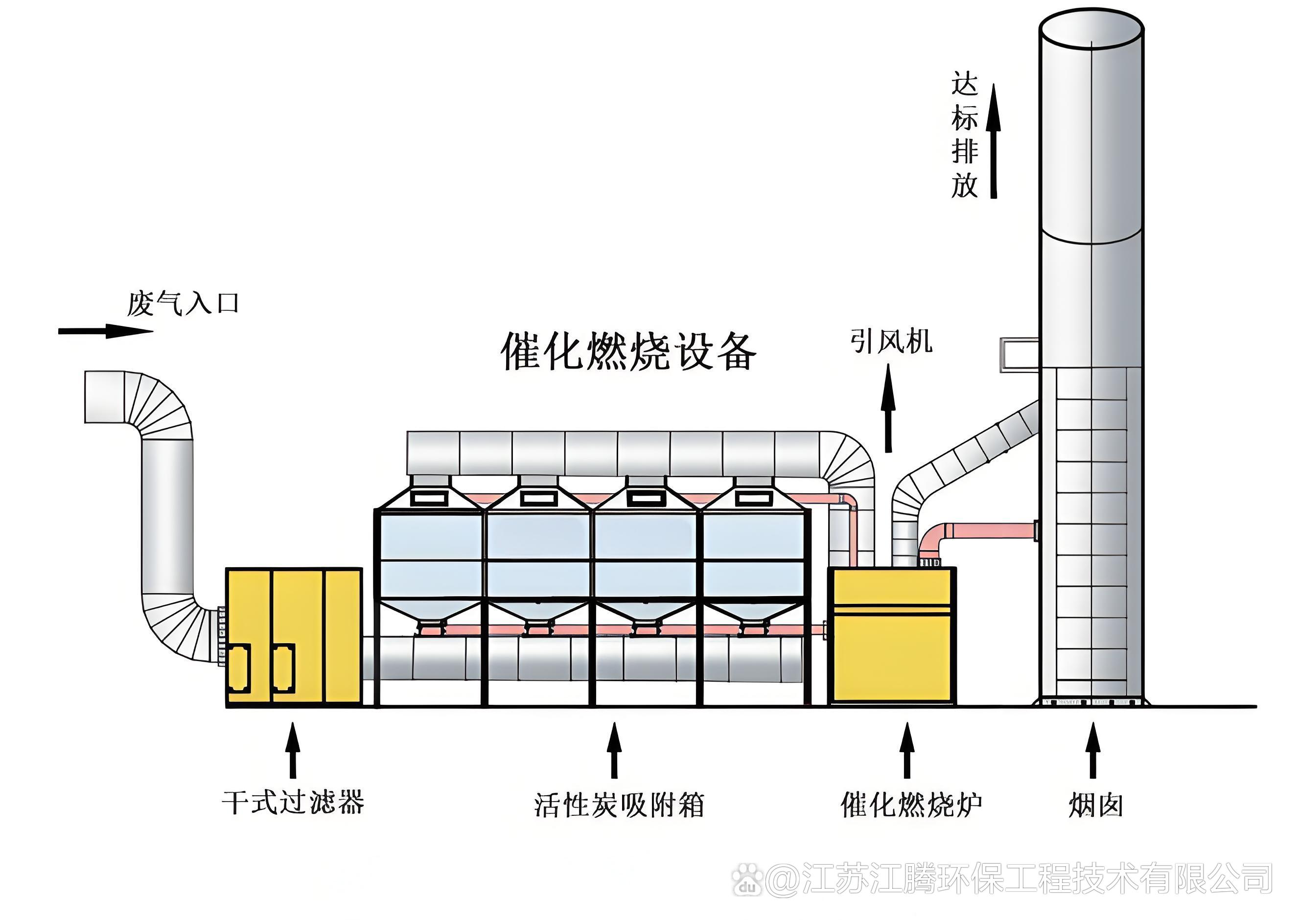
一套典型的催化燃烧设备系统通常包括以下几个关键单元:
- 预处理单元:废气首先经过过滤、除湿等预处理,去除其中的颗粒物、水汽及可能使催化剂中毒的物质(如硫、磷、卤素化合物),以保护后续催化剂活性。
- 预热/换热单元:处理后的废气进入换热器,与经过催化燃烧后的高温净化气进行热交换,初步提升自身温度。在电加热或燃气加热的辅助下,将废气温度提升至催化剂起燃温度。
- 催化反应单元:预热后的废气进入催化床层,在催化剂作用下发生无焰燃烧,有机物被彻底氧化分解,释放热量。
- 热能回收与排放单元:反应后的高温净化气体进入换热器,将热量传递给待处理的低温废气,实现热能回收,降低系统运行能耗。温度降至安全范围的洁净气体通过烟囱达标排放。
三、 技术特点与优势
催化燃烧设备之所以被广泛应用,源于其一系列突出的优点:
- 净化效率高:对大多数烃类、苯类、酮类、酯类等有机废气去除率可达95%以上,甚至更高。
- 能耗低,运行经济:利用废气自身氧化反应热和高效换热设计,在废气浓度达到一定值(通常约1500-3000mg/m³)后,可实现“自供热”运行,极大节约能源。
- 安全性好:反应温度远低于直接燃烧,无明火,设备安全性高。
- 操作简便,自动化程度高:设备通常采用PLC自动控制,可实现温度、浓度等参数的自动监测与调节,维护管理方便。
- 适用范围广:尤其适用于中低浓度、大风量的有机废气处理,如印刷、涂装、化工、电子、食品加工等行业。
四、 实际应用中的关键考量
尽管催化燃烧技术优势明显,但在实际应用中仍需注意以下几点,以确保设备长期稳定高效运行:
- 废气成分适配性:需严格控制废气中能使催化剂中毒或覆盖活性位点的杂质含量。对于成分复杂的废气,可能需要增加更精细的预处理环节。
- 催化剂选择与维护:根据目标废气组分选择最合适的催化剂,并定期检查其活性。催化剂具有一定使用寿命,需按计划更换或再生。
- 浓度与风量设计:系统设计需与废气源的实际浓度和风量良好匹配。浓度过低可能导致热量不足,需要外部持续供热;浓度过高则需考虑防爆和热量平衡措施。
- 热能综合利用:优化换热设计,最大限度回收反应热,用于预热进气或作为其他工艺热源,可进一步提升经济效益。
五、 结论
总而言之,催化燃烧废气处理设备代表了一种成熟、高效且经济实用的有机废气末端治理技术。它将化学反应工程与热能工程巧妙结合,在实现污染物高效净化的兼顾了运行成本和操作便利性。随着催化剂性能的不断提升和系统设计的持续优化,催化燃烧技术必将在“蓝天保卫战”和工业绿色转型升级中发挥更加重要的作用,为企业实现环境效益与经济效益的双赢提供坚实的技术支撑。