涂装车间VOCs废气处理方案深度对比 三种主流方案与催化燃烧设备详解

随着环保法规日益严格,涂装车间产生的挥发性有机化合物(VOCs)废气治理已成为企业必须面对的重要课题。VOCs不仅污染大气,影响人体健康,也是形成PM2.5和臭氧的重要前体物。本文将深入对比涂装车间VOCs废气处理的三种主流方案,并重点剖析催化燃烧设备的技术特点与适用场景。
一、涂装车间VOCs废气处理三大主流方案对比
涂装车间VOCs废气成分复杂,通常含有苯、甲苯、二甲苯、酯类、酮类等多种有机物,且浓度波动大。目前主流处理方案主要分为回收技术和销毁技术两大类,以下对三种典型方案进行系统性对比。
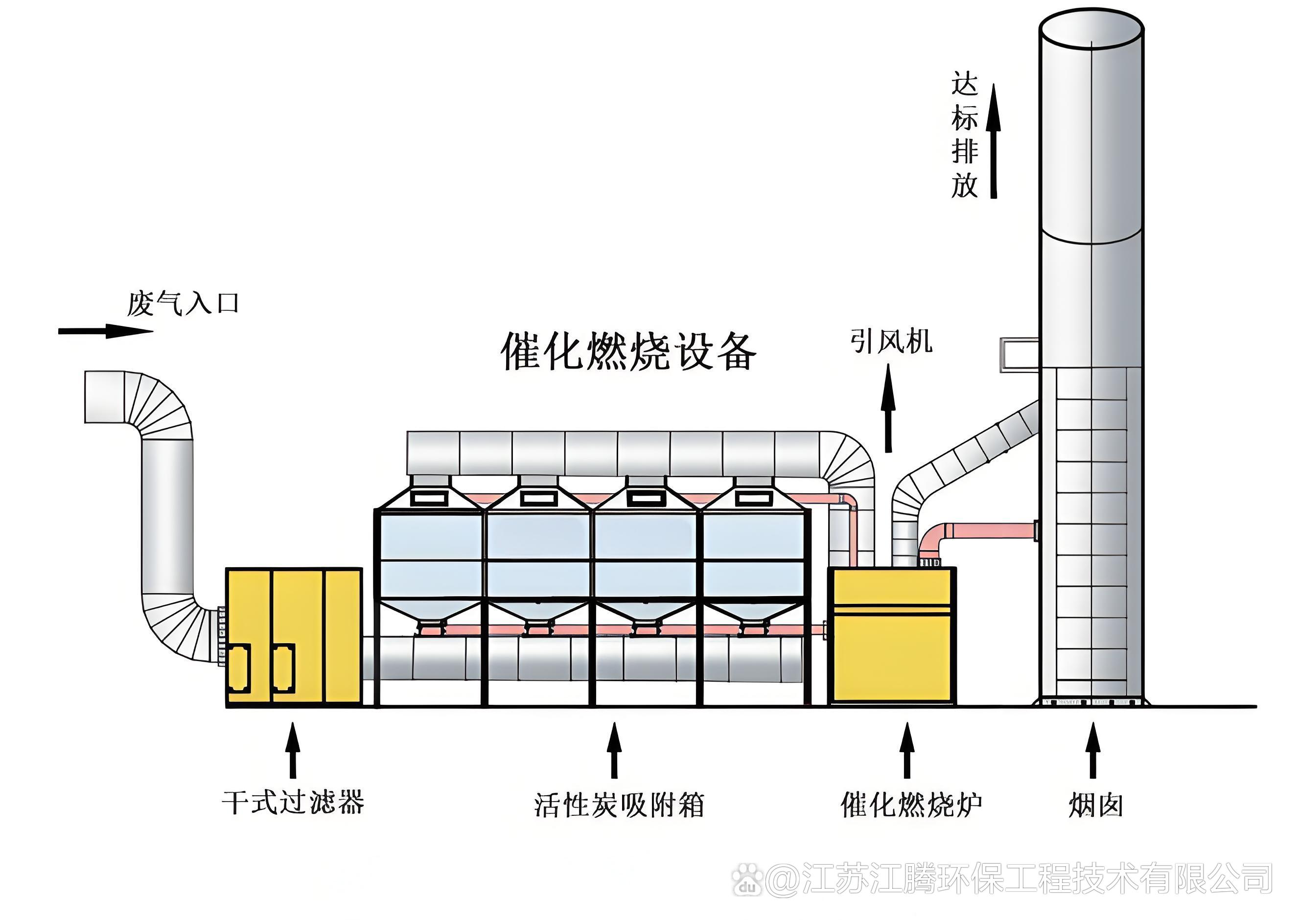
方案一:吸附浓缩+催化燃烧(RCO/CO)组合工艺
工作原理:先利用活性炭、沸石等吸附材料,在常温下将大风量、低浓度的废气进行吸附浓缩。待吸附饱和后,通过热空气脱附,将高浓度、小风量的脱附气体引入催化燃烧设备,在催化剂作用下于较低温度(通常300-400°C)下进行无焰燃烧,彻底氧化分解为二氧化碳和水。
核心优势:
1. 高效节能:仅需对浓缩后的高浓度气体进行加热燃烧,能耗远低于直接处理大风量废气。
2. 处理彻底:净化效率高,通常可达95%以上,无二次污染。
3. 适用性广:尤其适合大风量、低浓度(通常<1000 mg/m³)、间歇性排放的涂装废气。
潜在挑战:
1. 吸附材料(如活性炭)需要定期更换或再生,存在运行成本。
2. 对于含漆雾、粉尘的废气,需配置高效的前处理装置(如干式/湿式过滤器),以防堵塞吸附床。
方案二:蓄热式热力燃烧(RTO)
工作原理:将废气加热至760°C以上,使VOCs氧化分解。其核心在于蓄热体(陶瓷等),用于回收燃烧后高温烟气的热量,以预热进入的废气,从而实现极高的热回收效率(通常>95%)。
核心优势:
1. 高热效率:运行能耗低,在处理中高浓度废气时,甚至可实现热能自持。
2. 处理范围宽:对废气成分和浓度波动不敏感,处理效率高且稳定。
3. 使用寿命长:核心部件为陶瓷蓄热体,耐久性好。
潜在挑战:
1. 投资较高:设备一次性投资成本通常高于催化燃烧。
2. 高温风险:对于含硅、磷等易使催化剂中毒的成分不敏感,但需注意高温下可能产生NOx。
方案三:活性炭吸附脱附+溶剂回收
工作原理:同样采用吸附浓缩,但脱附出的高浓度VOCs气体不进行燃烧销毁,而是通过冷凝等技术将有机溶剂回收再利用。
核心优势:
1. 资源回收:可直接回收有价值的有机溶剂,产生经济效益。
2. 无燃烧过程:安全性高,无燃烧尾气排放问题。
潜在挑战:
1. 适用性受限:仅适用于成分单一、有回收价值的VOCs废气(如单一溶剂生产线)。涂装废气成分复杂,回收物纯度低、价值有限。
2. 工艺复杂:需配套冷凝、精馏等设备,系统复杂,维护要求高。
二、催化燃烧设备(CO/RCO)在涂装车间的核心应用剖析
在上述方案中,催化燃烧设备常作为核心销毁单元,其性能直接决定了最终处理效果。
1. 技术原理与结构
催化燃烧(CO)是在催化剂(常用贵金属Pt、Pd或过渡金属氧化物)作用下,使VOCs在较低起燃温度(通常200-400°C)下发生深度氧化反应,生成CO₂和H₂O,并释放热量。设备主要由预热室、催化反应室、热交换系统、控制系统等组成。蓄热式催化燃烧(RCO)则结合了RTO的蓄热体与CO的催化剂,进一步降低能耗。
2. 在涂装车间的适用性分析
- 高效性:针对涂装废气中常见的苯系物、酯类等,催化剂选择性高,净化效率稳定在95%-99%。
- 安全性:工作温度远低于直接燃烧,安全风险低,设备启停灵活,适合间歇运行的涂装线。
- 经济性:相较于RTO,其操作温度低,燃料消耗少,运行成本有优势。结合吸附浓缩后,处理大风量废气经济性更佳。
3. 关键注意事项
- 预处理至关重要:必须彻底去除废气中的漆雾、粉尘和高沸点物质,防止其覆盖催化剂表面,造成堵塞与失活。
- 催化剂寿命管理:避免磷、铅、硅、卤素等物质进入,这些是常见的催化剂毒物。需定期监测催化活性。
- 浓度控制:进入催化床的废气浓度需控制在爆炸下限(LEL)的25%以下,通常设置LEL浓度监测与报警联锁系统,确保安全。
三、方案对比与选型建议
| 对比维度 | 吸附浓缩+催化燃烧(RCO/CO) | 蓄热式热力燃烧(RTO) | 吸附+溶剂回收 |
|--------------------|--------------------------------|--------------------------|-------------------------|
| 适用浓度 | 低浓度(<1000 mg/m³) | 中高浓度(>1500 mg/m³) | 中高浓度,成分单一 |
| 净化效率 | 高(>95%) | 很高(>98%) | 取决于回收率 |
| 运行能耗 | 较低(依赖电/燃气) | 低(高浓度下可自持) | 较高(制冷能耗大) |
| 二次产物/污染 | CO₂, H₂O | CO₂, H₂O, 潜在NOx | 回收溶剂,少量尾气 |
| 核心经济性 | 运行成本较低 | 投资高,高热效 | 依赖溶剂回收价值 |
| 涂装废气适用性 | ★★★★★(尤其适合主流工况) | ★★★★☆(适合高固含/集中排放) | ★★☆☆☆(一般不适合) |
选型建议:
对于典型的大风量、低浓度、间歇性排放的涂装车间废气,“吸附浓缩+催化燃烧”组合方案通常是技术经济性最优的选择。它完美契合了涂装废气的特点,在保证高效净化的最大限度地降低了能耗。若涂装线使用高固体分涂料,废气浓度持续较高且稳定,可考虑RTO方案。而溶剂回收方案在涂装车间应用场景有限,仅适用于少数使用单一、贵重溶剂的特定工艺环节。
选择涂装车间VOCs治理方案,需综合考虑废气特性(浓度、成分、风量、温度)、环保要求、投资预算、运行成本及场地条件等因素。催化燃烧设备作为高效、安全的销毁技术,在与其他工艺(特别是吸附)的组合应用中,展现出强大的生命力和广阔的适用前景,是当前涂装行业实现绿色升级的关键技术装备之一。