赣州RCO蓄热催化燃烧设备 食品厂废气处理的节能高效之选

随着环保法规的日益严格与公众环保意识的提升,食品加工行业在生产过程中产生的有机废气治理已成为企业必须面对的重要课题。赣州及周边地区作为重要的食品产业基地,对高效、可靠的废气处理设备需求旺盛。其中,RCO(蓄热式催化燃烧)设备凭借其卓越的净化效率与显著的节能特性,已成为食品厂废气处理的主流解决方案之一。
RCO蓄热催化燃烧设备原理与优势
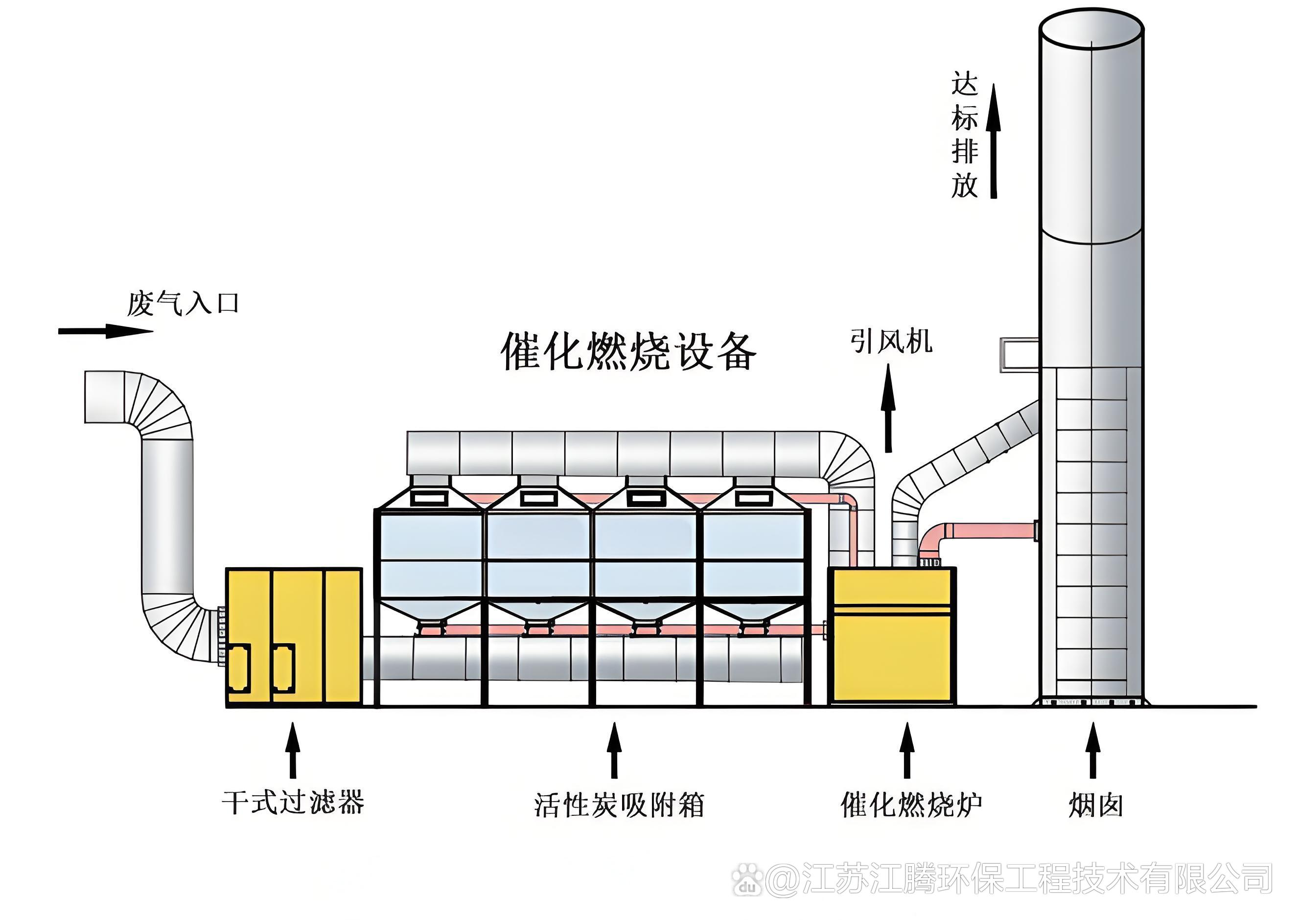
RCO设备是一种结合了蓄热式热力氧化(RTO)与催化燃烧技术的高端废气处理系统。其核心工作原理是:有机废气通过蓄热陶瓷体进行预热,回收燃烧后烟气的热量,大幅降低辅助燃料的消耗;预热后的废气进入催化燃烧室,在催化剂的作用下,在相对较低的温度(通常为300-500°C)下发生无焰氧化反应,将挥发性有机物(VOCs)等污染物彻底分解为无害的二氧化碳和水蒸气。
相较于传统的直燃或活性炭吸附法等,RCO设备在处理食品厂废气(如烹饪油烟、发酵异味、溶剂挥发等)时展现出独特优势:
- 高效净化:净化效率通常高达95%以上,能稳定达到严苛的排放标准。
- 节能显著:蓄热式热回收效率可超过95%,极大降低了运行能耗,长期使用经济性突出。
- 安全可靠:催化燃烧温度低,安全性高;系统自动化程度高,运行稳定。
- 适用性广:特别适合处理中低浓度、大风量的有机废气,非常契合许多食品加工环节的废气特点。
食品厂废气特性与处理挑战
食品厂的废气成分复杂,通常包含油脂、醇类、醛类、酯类、烷烃等有机物质,并可能伴有异味、水汽和颗粒物。这些废气若直接排放,不仅污染环境,影响周边居民生活,也可能违反环保法规。其处理难点在于废气浓度往往波动较大,且可能含有易使催化剂中毒的物质(如硫、磷、硅化合物等)。因此,选择RCO设备时,专业厂家会针对食品厂的具体工艺和废气成分进行前处理设计(如增设喷淋塔、过滤器去除油雾和颗粒物),并选用抗中毒性强的专用催化剂,以确保系统的长效稳定运行。
选择赣州本地RCO设备厂家的考量
对于赣州及江西省内的食品企业而言,选择本地或附近区域的RCO设备厂家具有多重便利:
- 快速响应与服务支持:地理位置接近,便于厂家进行前期现场勘查、方案设计、安装调试以及后续的紧急维修与定期保养,能极大缩短服务响应时间。
- 成本优化:可节省设备长途运输成本,并在沟通、差旅等方面更具效率。
- 了解本地需求:本地厂家通常更熟悉本地区的产业特点、环保政策要求及气候条件,能够提供更贴合实际工况的定制化解决方案。
在选择厂家时,企业应重点考察:
- 技术与资质:厂家是否拥有成熟的设计、制造和安装能力,相关环保工程资质是否齐全。
- 案例经验:是否有成功的食品行业(如烘焙、调味品、肉制品、油脂加工等)废气处理案例,可供实地考察。
- 设备核心部件:关注蓄热陶瓷体、催化剂、阀门、燃烧器、控制系统等关键部件的品牌、质量与使用寿命。
- 综合方案能力:是否能提供从废气检测、方案设计、设备制造、安装调试到运营维护、达标验收的一站式服务。
###
RCO蓄热催化燃烧设备是解决食品厂有机废气排放问题的高效、节能型技术装备。对于赣州地区的食品生产企业,选择一家技术过硬、经验丰富、服务及时的本地或区域优质设备厂家,是确保废气治理项目成功落地、实现环保达标与经济效益双赢的关键一步。在投资前,建议企业进行充分的技术交流与方案比选,从而为自身的绿色可持续发展奠定坚实的环保基础。